



















暫無數據

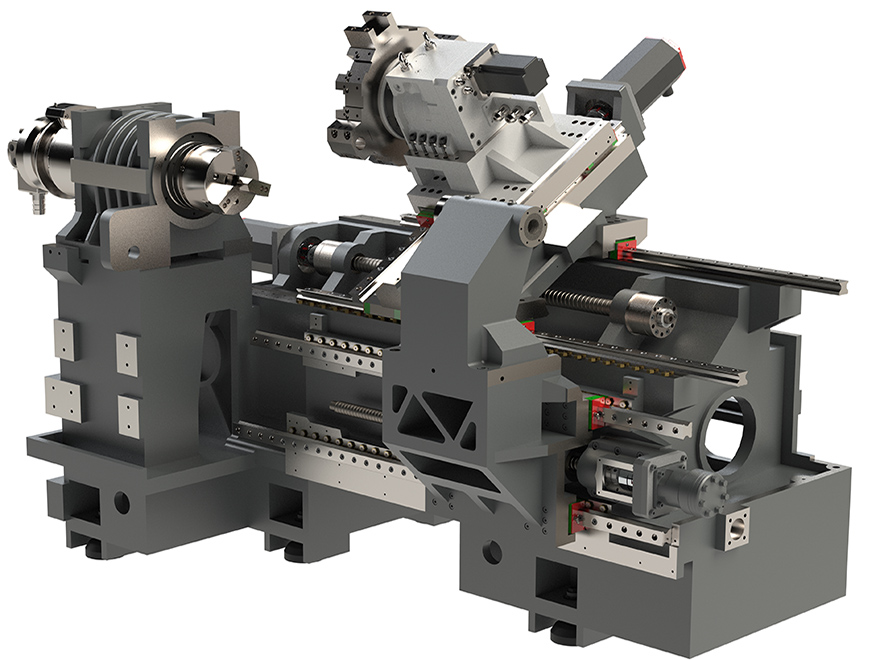
CTN400M車削中心
2、采用FEA技術對復雜工況分析,優化結構,保證機床的優異性能
3、對稱式主軸箱結構,進口雙列圓柱滾子軸承,精度更高
4、大規格滾柱導軌,專利傳動技術,實現亞微米級重復定位精度
5、采用油脂潤滑,潤滑效果好,更加清潔環保
產品描述
CTN400系列是引進日本技術研發生產的一款高性能數控車削中心,依國產代替進口為目標,生產過程采用日本先進的裝配工藝,同時,金星具有近60年機床制造經驗,具有優異的精密零部件裝配技術,這也是CTN400系列精益生產的基礎。
CTN400系列數控車床通過采用先進的主軸結構、專利傳動結構、FEA技術,實現機床高剛性、高穩定性設計,有效解決客戶高速切削、高光潔度切削、精密切削的多種需求,可以廣泛滿足汽車、電子、家電、航空航天、模具、儀器儀表等各行業對中小型精密零件的高效率加工需求。
產品優勢
床身結構:整體布局采用高剛性階級式結構,形成30°整體斜床身,加大底部面積,提高機床在使用過程中的穩定性、高剛性;采用FEA技術對復雜工況分析,模擬分析模擬各種工況下的變化,現實復雜性和高剛性設計,優化結構,保證機床的優異性能
主軸:主軸采用高精度主軸結構,同時采前3后2高精度角接觸球軸承,保證良好的加工精度和剛性。主軸電機采用低速大扭矩伺服電機并與主軸一體式連接,滿足客戶高速切削、強力切削、有色金屬切削等需求,并大幅提升切削表面質量;主軸箱可選配主動式散熱,優化主軸在使用過程中發熱量較大的問題,實現高精度加工。
X/Z驅動:X/Z軸采用精密滾珠絲杠,并采用預拉伸雙端固定安裝,以降低熱膨脹,從而提高機床的剛性、穩定性和精度,同時, X軸、Z軸均采用35滾柱導軌,有助于重切削,同時通過采用滾柱導軌,在實現高剛性、高速性、耐久性、長壽命的同時保證了重復高速定位,從而帶來長期高可靠的加工和免護運行;X軸和Z軸的快移速度均為30m/min;
可程式尾座:尾座采用液壓馬達驅動,并配合到位檢測、調壓閥,實現了可程式精確定位及頂緊力調節。尾座推力可以根據需要調節,同時采用滾珠絲杠傳動,實現最大限度的寬范圍調節,有效緩解頂緊力過大造成的工件變形,保證了零件的加工精度;同時,可選配主軸式活頂尖、副主軸。
節能、環保方面:絲杠、導軌全部采用油脂潤滑,減少了潤滑油消耗,減少了對冷卻液的污染,切削液壽命大大提高。全封閉的防護罩完全避免了切屑和煙塵的外溢,不會對工作環境造成污染。
機床精度標準
本機床所有零部件加工、裝配成品質量符合產品圖紙及相關技術要求,符合GB15760-2016《金屬切削機床安全防護通用技術條件》的有關規定,符合GB/T16462.1-2023《數控車床和車削中心檢驗條件,第1部分:臥式機床幾何精度檢驗》。
技術參數
| 類目 | 單位 | 參數 | |
| 加工范圍 | 最大回轉直徑 | mm | Φ600 |
| 最大車削直徑 | mm | Φ340 | |
| 最大銑削直徑 | mm | Φ400 | |
| 最大加工長度 | mm | 車480/銑520 | |
| 主軸通孔直徑 | mm | Φ56 | |
| 拉桿通孔直徑 | mm | Φ46 | |
| 行程 | X軸行程 | mm | 225 |
| Z軸行程 | mm | 540 | |
| 主軸 | 主軸形式 | 機械 | |
| 額定輸出功率 | kW | 7.5 | |
| 主軸端部形式 | A2-5 | ||
| 主軸轉速 | rpm | 5500 | |
| 卡盤 | 6” | ||
| 刀塔 | 刀具容量 | 12 | |
| 車刀刀體尺寸 | mm | ?20×20 | |
| 最大鏜刀直徑 | mm | Φ25 | |
| 進給軸 | X軸快進速度 | m/min | 30 |
| Z軸快進速度 | m/min | 30 | |
| X/Z輸出功率 | kW | 1.7 | |
| 精度 | X/Z定位精度 | mm | 0.006/0.008 |
| X/Z重復定位精度 | mm | 0.003/0.003 | |
| 尾座 | 尾座形式 | 液壓可程式尾座 | |
| 尾座錐孔形式 | MT4 | ||
| 尾座最大移動量 | 435 | ||
| 其他 | 動力源(連續) | KVA | 18 |
| 長×寬×高 | mm | 2200×1900×2100 | |
| 機床凈重 | Kg | 3800 | |
典型工件

專機定制
山東臨沂金星機床有限公司原臨沂機床廠,創建于1965年,是以研發、生產制造機電一體化數控機床產品和特色出口產品等為主營業務的國家級高新技術企業,具有年生產立式加工中心、數控銑床、數控車床、普通車床、車銑復合機床、平面磨床等萬余臺的綜合生產能力,企業通過ISO9001國際質量體系認證,享有自營進出口經營權,為國家級專精特新小巨人企業、中國專利山東明星企業,擁有省級企業技術中心、省級一企一技術中心。
金星機床擁有多年專用機床制造經驗,在通用數控機床基礎上重新設計、工序集成,設計出差速器殼體專用機床、砂輪加工專用機床、曲軸加工專用機床、水表殼加工專用機床、航空插頭專用機床和汽油機外殼倒角加工機床。生產效率提升的同時降低了人工成本。
歡迎來電咨詢,售前工程師將竭誠為您服務。
相關機床



 15653996966
15653996966